Капиллярный метод – цветная дефектоскопия
ПО «Волгоградский Завод Резервуарных Конструкций» предлагает услугу по цветной дефектоскопии сварных швов. Наше предприятие владеет специальными материалами и оборудованием для оказания данной услуги, а так же квалифицированными специалистами в данной области неразрушающего контроля.
ПВК как вид неразрушающего контроля
Капиллярная дефектоскопия – это метод, основанный на проникновении жидкости с малым поверхностным натяжением внутрь дефектного участка под действием капиллярного эффекта, вследствие этого повышается цветоконтрастность поврежденного участка, по которому можно судить о степени поврежденности соединения.

Данный способ контроля может выявлять:
- холодные и горячие трещины в швах соединения;
- излишнюю пористость сварного шва;
- непровары;
- раковины и др.
Преимущества метода:
- Применим для любых видов металла и сплавов, используемых в конструкциях различного назначения: трубопроводы магистральные, резервуары, силосы и др. объекты из металла. Его применяют даже для выявления дефектов на керамических, стеклянных и пластмассовых изделиях.
- Позволяет определить конкретное расположение дефекта и его размеры.
- Относительно дешевый вид неразрушающего контроля.
- Высокая точность и наглядность, в сравнении с некоторыми другими видами дефектоскопии.
- Не требует затратных подготовительных работ.
- Быстрый и безопасный.
Методы капиллярного контролясварных швов
Различают методы основные и комбинированные. К основному можно отнести контроль, который производится только капиллярным проникновением специальных веществ в соединение. Тогда логично, что к комбинированному методу относят те обследования, где контроль осуществляется двумя и более неразрушающими методами контроля.

Комбинированные методы контроля
Такие методы можно классифицировать в зависимости от способа воздействия на исследуемое соединение.
- Капиллярно-магнитный.
- Капиллярно-радиационный метод излучения.
- Капиллярно-электростатический.
- Капиллярно-радиационный метод поглощения.
- Капиллярно-индукционный.
Материалы для дефектоскопии сварных швов
В современной промышленности для капиллярного контроля ПВКиспользуются специальные составы. Их называют пенетрантами (от англ. penetrant - проникающий). Специальные препараты не только обладают лучшей проникающей способностью, но имеют заметную окраску. Кроме того, в целях объективного контроля, чёткие цветные изображения становятся доступны для фото и видео регистрации. Некоторые виды содержат люминесцентные компоненты. С их помощью в ультрафиолетовом свете становятся заметными и контрастными микроскопические участки, заполненные пенетрантом.
Кроме пенетнрата, который проникает в полости и трещины, применяются и проявители. Это жидкость, которая при контакте с пенетрантом изменяет цвет и становится заметной. Проявители, называемые ещё индикаторами, используют для определения сквозных изъянов сварного шва или для увеличения чёткости изображения дефектных участков.
Для сквозной дефектации, как и в случае с керосином, проявитель наносится на одну сторону шва, а пенетрат - на другую. При наличии сквозной трещины или полости индикаторная жидкость окрасится контрастным цветом.
Индикаторные жидкости для ПВК контроля различаются не только по цвету и способности к свечению, но и по проникающей способности, называемой чувствительностью.

Технология проведения контроля
Для проведения капиллярного контроля сварных соединений методом цветной дефектоскопии необходимо выполнить четыре этапы капиллярного контроля:
- Подготовка рабочего места и осмотр исследуемых поверхностей;
- Очистка обследуемойповерхности;
- Высушивание подготовленной поверхности для получения результатов более высокого качества;
- Нанесение специальных составов индикаторов;
- Выявление дефектовсварки, проведение измерения величина дефекта и его характера;
- Занесение результатов в журнал, отчет, протокол или другой отчетный документ.
При очистке поверхности с нее удаляют пыль, пятна, верхние загрязнения (ржавчина, окалина, краски и др.).
Следует понимать, что очистка может производиться при помощи специальных химических очищающих веществ и только в редких случаях при помощи специального механического оборудования.
Подготовка к проведению капиллярного контроля
Рабочее место должно соответствовать требованиям ОТ, ПТБ и ГОСТ по состоянию окружающей среды, наличию средств защиты, инструментов и препаратов.
Очистка поверхности производится сначала механическим способом, затем растворителем или специальным составом, входящим в комплект индикаторных жидкостей. Часто состав растворителя повышает информативность дефектоскопии, так как учитывает индивидуальные свойства пенетранта и проявителя (поверхностное натяжение, растворимость, вязкость, смешиваемость).
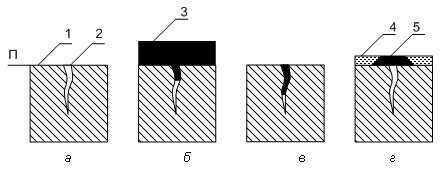
а – имеющийся дефект; б – нанесение пенетранта; в – удаление пенетранта с изделия; г – нанесение проявителя и проявление; 1 – изделие; 2 – дефект; 3 – пенетрант; 4 – проявитель; 5 – след дефекта (окрашенный проявитель).
После подготовки участка приступают к нанесению пенетранта в соответствии с инструкцией по его применению и приступают к ПВК расшифровке. При проведении неразрушающего контроля следует избегать излишних количеств и подтёков - они будут препятствовать формированию чёткой картины локализации дефектов. После нанесения пенетранта, при наличии в комплекте средств индикатора - его наносят сверху или с противоположной стороны в случае выявления только сквозных дефектов.
Скопления пенетранта с прореагировавшим проявителем показывают наличие и величину трещин, пор и непроваров. Для регистрации результатов метода неразрушающего контроля линейные размеры полостей измеряют инструментально.
В ряде случаев требуется регистрация результатов с помощью фотосъёмки и применение измерительных эталонов.
Ограничения методов капиллярной дефектоскопии сварных швов
Капиллярная цветная дефектоскопия - довольно универсальный метод неразрушающего контроля. При соблюдении технологий и применении соответствующих препаратов его можно использовать для любых материалов и видов сварки. Однако у данного способа есть индивидуальные ограничения:
- Пенетрат проникает в капилляры, глубина которых в 10 раз больше их ширины;
- Внутренние дефекты шва методом цветной дефектоскопии не выявляются, если полости и рыхлые участки герметичны;
- Капиллярная дефектоскопия сварных швов не позволяет точно определить глубину полости или трещины;
- При хорошей наглядности и приемлемой точности выявления изъянов, метод не даёт цифровой точности измерения размеров;
- Метод не позволяет определять трещины и поры с линейными размерами менее 0,1 - 0,2 мкм.

В силу указанных причин, для более точного и информативного выявления дефектов, применяют, где это необходимо, другие способы контроля сварных швов.
Контроль капиллярныйс применением керосина
В прежние времена для нахождения дефектов использовали керосин. Эта жидкость широко применялась в быту и технике. Керосин почти не испаряется в обычных условиях, но обладает хорошей проникающей способностью, благодаря низкой вязкости и высокой полярности.
Т.к. керосин бесцветный, то сварщики применяли мел и другие вещества для корректной оценки наличия и величины раковин, трещин и полостей.
Керосиновый способ, благодаря своей простоте и сегодня ещё применяется на практике. Чаще всего такой метод используют для поиска сквозных дефектов резервуаров, работающих под давлением, также используется при испытаниях топливных отсеков или изделий с различными сварными соединениями.
Порядок осмотра и чувствительность при керосиновом способе контроля:
|
Давление керосина, |
Чувствительность, |
Порядок осмотра при толщине металла, мм |
|
|---|---|---|---|
|
≤ 6 |
6 - 25 |
||
|
- |
6,6 · 10-2 |
1. Сразу после подачи керосина |
1. Через 3-5 мин после подачи керосина |
|
2,9 · 105 |
6,6 · 10-3 |
1. Через 1-2 мин после подачи давления |
1. Через 1-2 мин после подачи давления |
Выделяют четыре виды контроля с помощью керосина:
- Простой керосиновый.
- Керосин с применением вибрации.
- Керосин с использованием вакуума.
- Керосин с применением пневматических свойств.
Простой керосиновый способ заключается в том, что остывшее после сварки соединение с одной стороны красят водной суспензией коалина или мела, после высыхания суспензии, другую сторону смазывают керосином и наблюдают за реакцией.
В керосинопневматическом методе на смоченную керосиновым раствором поверхность направляют струю сжатого воздуха под давлением около 0,4МПа, что повышает чувствительность испытания и ускоряет выявление повреждений.
При керосиновакуумном методе смачиваются швы изделия, устанавливается вакуумная камера, с помощью которой создается перепад давлений воздуха. В результате капиллярное давление вместе с разностью давления воздуха повышает точность результатов испытания.
Керосиновибрационный способ проводится с применением ультразвука. На смоченную керосином поверхность начинают воздействовать ультразвуковыми колебаниями, при это повышается его проникающая способность в соединение и таким образом можно получить более точные результаты.
ПВК контроль сварных соединений на проницаемость
Некоторые изделия с применением сварки должны быть строго герметичны, так как внутри них будут храниться различные жидкие вещества: вода, нефть, горюче-смазочные вещества и др. Поэтому проницаемости швов в данных конструкциях уделяется особое внимание.
Контроль проницаемости зачастую проводится двумя способами: гидравлическим и пневматическим.
Гидравлический способ проверки проницаемости сварных соединений
Емкость, которая должна быть герметичной, заполняется водой или маслом, в ней создается избыточное давление, которое больше стандартного в полтора раза.
Далее в течение 10-30 минут области вокруг сварных швов простукивают молотком со скругленным бойком в расчете на то, что при наличии сквозного дефекта сварки появится течь.
Пневматический способ проверки
В емкость закачивают любой газ до достижения давления в 150% от номинального. После закачки, сварные соединения обрабатываются мыльным раствором. Суть в том, что если, имеются сквозные дефекты в швах, то на поверхности мыльного раствора начнут образовываться пузыри, что наглядно отразит наличие повреждения.
При невозможности закачки газа в бак, шов обдувается под давлением с одной стороны, а с другой обрабатывается мыльным раствором. Если дефект существует, то на растворе вновь появятся пузыри.

Преимущества нашего предприятия в оказании услуги
- Опытный квалифицированный персонал.
- Применение качественных материалов при обследовании.
- Максимально достоверные результаты отчетов.
- Соблюдение норм и требований действующих нормативных документов.
- Консультация в подборе наилучшего метода контроля.
- Мы выполняем обследования в нужные Вам сроки.
Стоимость услуги неразрушающего контроля с применением ПВК
Ценообразование данной процедуры зависит от выбранного метода контроля, количества мест проведения обследования и вида применяемого вещества. Наше предприятие предоставляет качественную услугу по конкурентоспособной на рынке цене.
Заказать услугу
Для заказа проведения обследования можно заполнить онлайн форму, в таком случае, наши сотрудники свяжутся с Вами. Также Вы сами можете позвонить нам по указанным в шапке сайта телефонным номерам. В любом случае, наши сотрудники проконсультирую Вас более подробно о нашей услуге ПВК контроля сварных соединений.
Мы сделаем все, что необходимо для исследованич и удовлетворения любой спецификации ваших обьектов.
Наша опытная и надежная команда стремится предоставить качественную услугу вовремя и по конкурентоспособной цене.
Наши клиенты всегда могут расчитывать на предельное внимание к деталям и упреждающее решение проблем.