



Неразрушающий контроль сварных соединений
Мы, Производственное объединение «ВЗРК» из г. Волгоград оказываем крупным и малым предприятиям услуги по контролю за состоянием эксплуатируемых конструкций с помощью различных методов неразрушающего контроля сварных соединений.
Неразрушающий контроль сварных соединений сегодня предоставляет возможность точно и быстро определять степень работоспособности конструкции и предотвращать аварийно-опасные ситуации, связанные с ненадлежащей работай сварных изделий.
Контроль качества сварных соединений и необходимость его проведения
На данный момент повсеместно применяются разные физические методы и средства неразрушающего контроля металлических изделий и конструкций, которые дают возможность проверить качество и работоспособность изделия или конструкции без нарушения целостности физической или химической оболочки.
Любые дефекты меняют химические или физические свойства сплавов и металлов – упругие свойства, прочностные и деформационные характеристики, плотность, электропроводность и др. Для предупреждения таких изменений проводят обследование материала объекта и места соединения на наличие дефектов. Методы обследования основаны на звуковых и ультразвуковых колебаниях, на проникающем рентгеновском и гамма излучении, явлений капиллярности, магнитных и электромагнитных полях.
Выбор наилучшего неразрушающего способа контроля сварных швов проводится согласно следующим изначальным характеристикам:
- Толщина свариваемых поверхностей.
- Физические и химические свойства сплавляемых металлов.
- Состояние соединения.
- Тип и толщина сварного шва.
- Индивидуальные особенности свариваемой конструкции.
- Целесообразность применения метода неразрушающего контроля в конкретном случае и др.
Принципы проведения качественного неразрушающего контроля
Существует два принципиально разных способа контроля над сварными соединениями: с разрушением целостности изделия и с сохранением изначального состояния.
Если применять методы неразрушающего контроля, то можно определить даже невидимые глазу дефекты, оценить их и принять меры по их нераспространению или усилению.
Необходимо оценить состояние всех сварных соединений во время процесса сварки и после ее завершения.
К основным методам неразрушающего контроля относят:
- Визуальный осмотр и измерение повреждений.
- Радиографическая дефектоскопия.
- Контроль с использованием звуковых колебаний.
- Капиллярный метод выявления дефектов.
- Магнитная дефектоскопия.
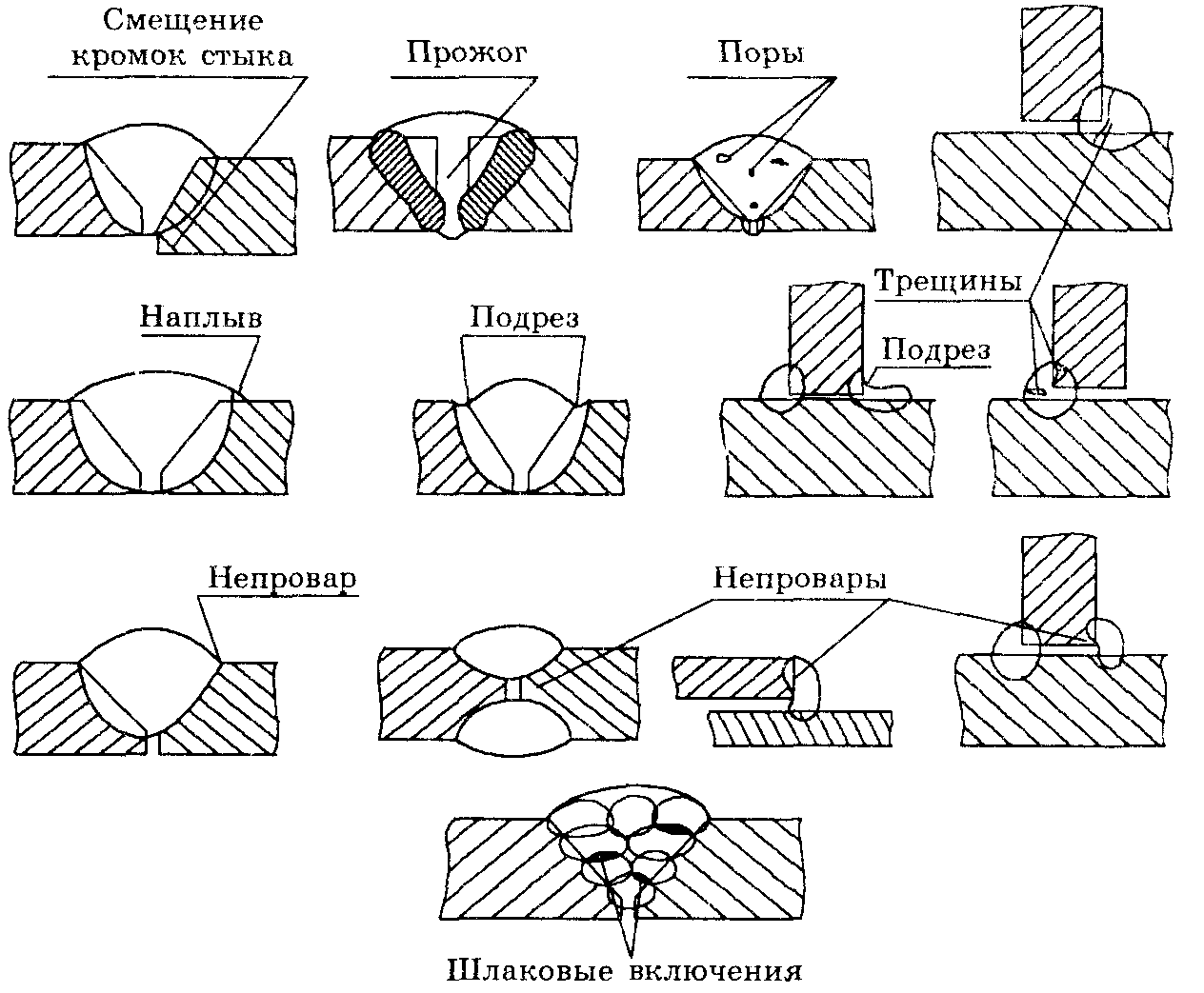
Основные дефекты сварных швов
Все повреждения можно отнести к трем группам: наружные, внутренние и сквозные.
Наружные дефекты сварных швов
- Трещины представляют собой наибольшую опасность для эффективной работы конструкции, так как они могут приводить к практически мгновенному разрушению сварного соединения. Все трещины можно разделить на трещины, возникшие во время сварки или после.
- Наплыв образуется, если один расплавленный металл натекает на другой, но вместе они не образуют шов, способный работать как единое целое.
- Подрезы образуются в местах перехода от сварного шва к основному металлу. Данный дефект наблюдается в соединениях наиболее часто. Из-за подрезов рабочая площадь шва уменьшается, вследствие чего там начинают образовываться напряжения больше допустимых, что приводит к разрыву соединения.
- Кратеры возникают из-за обрыва сварочной дуги и выглядят как углубления. Такое явление снижает прочность из-за уменьшения рабочей площади сечения, также в кратерах могут находиться рыхлости или просто попадать в углубления веществе, разрушающие соединение.
Внутренние дефекты сварных соединений
- Наиболее часто встречающийся внутренний дефект – это непровар, который выглядит как одиночный участок (зачастую небольшой), где не произошло сплавление металлов, то есть шов в этом месте отсутствует. Как следствие уменьшение рабочей зоны шва, что приводит к концентрации напряжений в участках сплавленного шва и разрыв в этих участках в будущем.
- Образование пористости – участки в шве, заполненные газом. Данный вид повреждения образуется из-за свойств самих металлов производить газ во время сплавления.
- Посторонние включения в сварном шве появляются из-за некачественной очистки участка сплавления или некачественной работы сварщика, который это допустил. Вокруг вкраплений образуются в будущем полые участки, так как сплавленный металл изначально не был рассчитан на работу с неизвестными вкраплениями, что может привести к образованию дополнительных дефектов (трещин, пор, свищей и т.д.) или разрыву шва.
Сквозные повреждения сварных швов
- Трещины также могут относиться к сквозным повреждениям. Если трещина стала сквозной, то необходимо срочно принимать меры для усиления участка соединения.
- Прожоги возникают в виде сквозного проплавления и вытекания жидкого сплава через сквозное отверстие в соединении. При таком дефекте с обратной стороны образуется натек.
Неразрушающий контроль сварных соединений трубопроводов
Визуально-измерительный контроль
Данный метод неразрушающего контроля является наиболее простым, но и менее точным, чем другие. При наружном осмотре невозможно заглянуть вглубь изделия, чтобы разглядеть изменений, которые уже начались, однако имеют слишком малые размеры.
Визуальный осмотр применяют в любом случае ко всем сварным соединениям для выбора другого неразрушающего метода осмотра.
Главное достоинство данного метода то, что он не требует специального дорогостоящего оборудования и тщательной подготовки осматриваемых поверхностей. Для его исполнения необходим только опытный специалист и минимальный набор измерительных приборов.
Радиографическая дефектоскопия
Методика радиографической дефектоскопии выявляет повреждения на самой ранней стадии их развития. С ее помощью можно определить точное расположение дефекта и его размеры.
 Данный метод неразрушающего контроля сварных соединений заключается в способности рентгеновского излучения глубоко проникать в различные вещества и материалы.
Данный метод неразрушающего контроля сварных соединений заключается в способности рентгеновского излучения глубоко проникать в различные вещества и материалы.
Метод с использованием рентгеновских лучей признан самым точным и достоверным. Для его проведения требуется небольшая рентген-установка (источник излучения) и рентгеновская пленка, куда и выводится результат обследования.
Ультразвуковая дефектоскопия
Каждое вещество и материал обладает своей определенной способностью сопротивляться звуковым колебаниям. Так, на основе данного знания, суть методики заключена в прохождении различных волн звуковых колебаний через материал и соединение. Данный сигнал считывается и выводится на экран специального прибора. Эти данные обрабатывает специалист. На основе полученных сигналов, он выявляет, в каком участке, какое сопротивление оказывал материал прохождению колебаний.
Данный способ может находить невидимые с внешней поверхности повреждения, не со 100% точность, однако вполне реально, определяет местоположение дефекта и его величину.

Магнитная дефектоскопия
Руководствуясь знанием, что магнитная проницаемость скачкообразно изменяется в неоднородных структурах, был основан метод магнитной дефектоскопии. Сущность заключается в том, что при прохождении магнитного потока через металл, в местах дефектов, магнитное поле огибает участки дефектов из-за того, что в этом месте изменяется магнитная проницаемость металла или сплава.
Данный метод неразрушающего контроля труб не требует применения сложного оборудования, лишь источник магнитного потока и специальный магнитный порошок, который помогает магнитному полю закрепиться вокруг обнаруженного дефекта.
Выбор метода неразрушающего контроля трубопроводов
В настоящее время, перечень методов проведения неразрушающего контроля, позволяет проверить эксплуатационные свойства любых магистральных трубопроводов. Для каждого объекта метод выбирается исходя из:
- Вид и характеристики основного металла труб;
- Общее состояние поверхности в данный момент;
- Характеристики сварного соединения (тип сварки и толщина шва);
- Экономическая целесообразность;
- Особенности изделия в целом.
Цены на услуги неразрушающего контроля
Наше объединение ставит своей задачей, оказание качественной услуги. Наши цены являются конкурентоспособными на рынке оказания аналогичных услуг.
Для получения заказчиком точной стоимости, нам необходимо ориентироваться на начальные данные заказа: объем работы, установленные сроки, степень сложности обследования, степень целесообразности проведения того или иного метода неразрушающего контроля в конкретном случае и др. Поэтому каждый заказ на неразрушающий контроль трубопроводов, газопроводов, резервуаров, металлических конструкций и т.п. рассматривается индивидуально. Связавшись с нами любым удобным для Вас способом, специалисты предприятия зададут необходимые вопросы, чтобы назвать Вам примерную стоимость услуги.
Связь с производственным объединением «ВЗРК» для заказа услуги
Заказав услугу у нас, мы подберем для Вас необходимый вид неразрушающего контроля сварных соединений, предоставим наших опытных сотрудников, и Вы получите достоверные результаты обследования.
Связаться с нами можно по телефонам, указанным в шапке сайта, а также с помощью онлайн формы, заполнив которую, наши специалисты свяжутся с Вами сами в короткий период времени.







РВС-1000м3 – 5 шт. для хранения светлых нефтепродуктов, РВС-400м3 – 3 шт. для хранения воды, РВС-700м3 – 2 шт. для товарной нефти.

Изготовление и монтаж РВС 2000 для хранение мазута в Аша Челябинская область

Строительство силами ООО ПО ВЗРК РВС-400 для питьевой воды в Московской области

Монтаж и проверка ООО ПО "ВЗРК" РВС-500 под питьевую воду на одном из предприятий города Волгоградской области

Монтаж резервуаров РВС400м3 для хранения дизельного топлива и керосина в Смоленской области. ООО ПО «ВЗРК»

Монтаж резервуарного парка РВС1500м3 и РВС2000м3 для хранения глицерина и масла в Московской области