Визуально-Измерительный Контроль
Наше Производственное Объединение «ВЗРК» предоставляет услуги по визуально-измерительному контролю сварных соединений. Специалисты предприятия имеют большой опыт в обследованиях такого рода, они фиксируют полученные данные и предоставляют заказчику.
Не рискуйте качеством и репутацией своих изделий и конструкций – вовремя проверяйте качество сварных соединений.
Визуально-измерительный метод контроля
Все параметры сварных соединений должны контролироваться в процессе выполнения сварочных работ, при подготовке к процессу сварки, после выполнения сварочных работ, а также кроме самого сварного шва требуется требуется наблюдение за поверхностями свариваемых металлов и всех доступных плоскостей, участвующих в процессе сваривания. Качество шва напрямую влияет на прочность и деформационные характеристики всей металлоконструкции или металлического изделия.
Наиболее простой способ проверки качества сварных швов - визуально-измерительный контроль (ВИК). Порядок и критерии применения данного метода определены ГОСТ 23479-79.

Для визуального контроля качества сварных соединений не требуется применение крупногабаритных сложных установок, что повышает мобильность данного обследования. Однако точность и достоверность результатов в таком обследование напрямую зависит от квалифицированности сотрудника, который его проводит.
Ограничения визуально-измерительного метода не позволяют использовать его в качестве единственного метода контроля.
Методом визуального и измерительного контроля сварных соединений проверяют трубопроводы, бункеры, резервуары, вышки, молниеприемники – любые металлические изделия, соединения в которых производятся посредствам сварки.
Внешний осмотр и требования к сварным швам
ВИК контроль сварных соединений рекомендуется проводить на стационарных (неподвижных) участках с плоской ровной поверхностью, где возрастает возможность получения достоверных результатов.
Визуальный и измерительный контроль качествапри проведении сварки в условиях монтажа конструкции, строительстве, ремонте или другое, должен проводиться на месте производства этих работ.
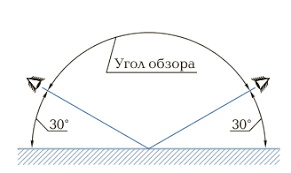
При осмотре стоит обеспечить для обследователя безопасное проведение работ, оборудовать место осмотра дополнительными источниками света, предоставить как можно больший угол обзора для осмотра поверхности.
Сварные швы должны соответствовать основным требованиям, предъявляемым к соединениям такого типа. Габаритные размеры валика должны находиться в заданных пределах, структура должна быть однородной и ровной без излишних выпуклостей и впадин. Необходимо удалить, если это возможно, с поверхности ржавчину. Желательно должна отсутствовать пористость, трещины различных видов, сколы и т.п.
Преимущества метода
- ВИК контроль с применением измерительных инструментов обладает рядом преимуществ перед другими методами:
- Простота осуществления требуемых процедур;
- Отсутствие особых требований к квалификации специалиста;
- Низкая стоимость инструментов;
- Невысокая стоимость самой услуги;
- Хороший предварительный метод исследования для определения основного метода обследования;
- Небольшие затраты времени.
Недостатки визуально-измерительного метода
Есть и недостатки у метода визуального-измерительного контроля сварных швов:
- Значительные ограничения по размеру изъянов: 0,1-0,2 мм;
- Невысокая точность измерений;
- Возможность обнаружения только видимых с внешней стороны дефектов и подозрения на возможные повреждения внутри;
- Субъективность в оценке многих видов дефектов.
Однако очевидные преимущества настолько велики, что этот метод используется практически везде с дополнением другими способами контроля, позволяющими исключить имеющиеся недостатки.
Инструменты и оборудование для проведения обследования
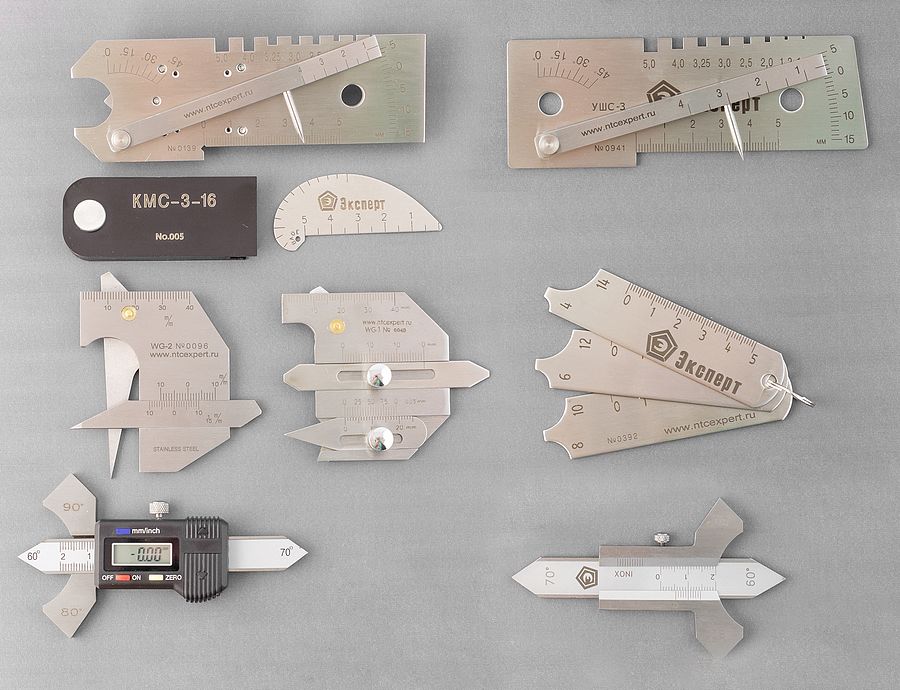
Как упоминалось ранее, стоимость приборов для проведения такого рода обследования невысокая, также все инструменты являются малогабаритными. Несмотря на низкую стоимость, для данного метода существует один из самых широких перечней оборудования.
Для визуального контроля сварных швов и выполнения измерений дефектов сварных соединений применяются метрологические средства:
- Штангенциркуль, линейки металлические и деревянные, толщиномер, микрометр - для измерения линейных параметров;
- Шаблоны, щупы, угломеры с нониусом, микрометрические и индикаторные нутрономеры - для замеров линейных и угловых величин.
- Лупа, микроскоп, бороскоп, эндоскоп - для увеличения оптических возможностей глаза.
- Поверочные плиты.
- Шаблоны специальные и универсальные резьбовые, радиусные и т.п.

Применение оптических приборов, помогает увеличить точность исследования, так как такие приборы могут увеличивать видимую глазу поверхность в 10-20 раз.
Для фиксации некоторых видов дефектов, выявленных при визуальном осмотре сварных соединений, и регистрации результатов, в современной практике часто используется видео- и фотосъёмка с применением измерительных средств, в качестве эталонов. В этом случае,есть возможность визуализировать полученные результаты.
Допустимые погрешности в измерениях при проведении обследования
|
Измеряемая величина, мм |
Допустимая погрешность измерения, мм |
|
|---|---|---|
|
≤ 0,5 |
0,1 |
|
|
≥ 0,5 |
≤ 1,0 |
0,2 |
|
≥ 1,0 |
≤ 1,5 |
0,3 |
|
≥ 1,5 |
≤ 2,5 |
0,4 |
|
≥ 2,5 |
≤ 4,0 |
0,5 |
|
≥ 4,0 |
≤ 6,0 |
0,6 |
|
≥ 6,0 |
≤ 10 |
0,8 |
|
≥ 10 |
1,0 |
|
Визуальный контроль поэтапно
- Проводится первичный осмотр шва на обнаружение коррозирующих участков, инородных вкраплений или других повреждений.
- Соединение очищается от шлака, грязи, пыли и др. Также делаются замеры толщины и ширины шва.
- Проводится исследование качества всего сварного соединения и выписывается акт о предварительном осмотре.
- Проводится более детальное обследование с применением инструментов, делаются конкретные замеры поверхности шва и его дефектов, если такие обнаружены.
- Выдается заключение об осмотре с рекомендацией второго неразрушающего метода контроля (если необходимо).
Перед проведением неразрушающего контроля ВИК, все лица, участвующие в обследовании, должны пройти специальный инструктаж по технике безопасности и отразить это в специальном журнале.
Документы о проведении обследования
Все результаты неразрушающего контроля ВИК фиксируются в журнал учета работ по визуальному и измерительному контролю. В виде отчетной документации выдаются заказчику протоколы, акты или заключения.
В отдельных случаях результатом осмотра также является клеймо, поставленное на изделие в случае подтверждения положительных результатов обследования.
Визуальный контроль соединения перед сваркой
На данном этапе материалы для сварки осматривают для выявления окалин, вмятин, элементов коррозии, инородных вкраплений и т.п. Также тщательно проверяются кромки под сварку и сборку заготовок.
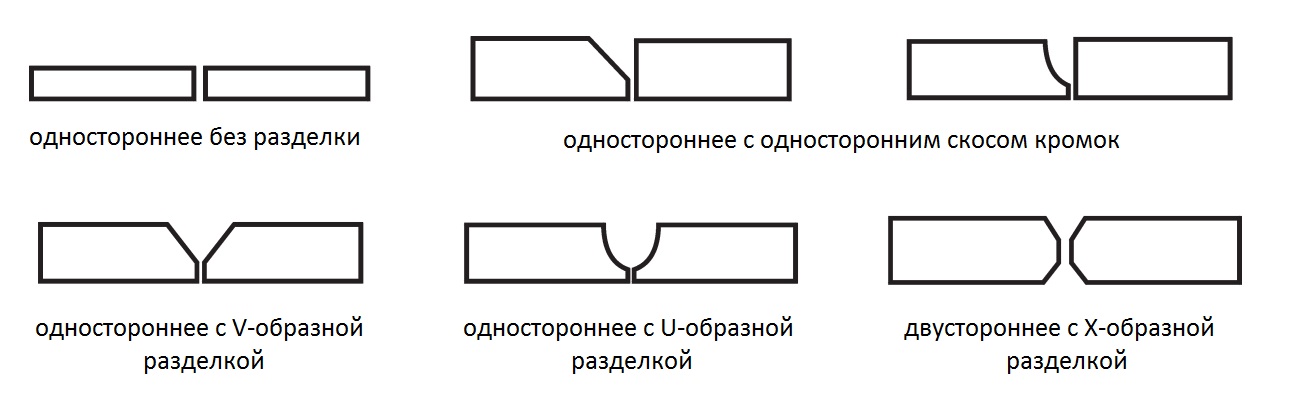
Состоянию кромки уделяется особое внимание, так как от качества кромок зависит качество всего соединения и его пригодности к эксплуатации.
Специалист, проводящий надзор за подготовкой, осматривает зазор между кромками, степень их затупленности, величину нахлестки и зазора между листами (внахлест), для угловых соединений контролируется угол между свариваемыми элементами и зазор между ними.
Визуальный контроль во время сварки
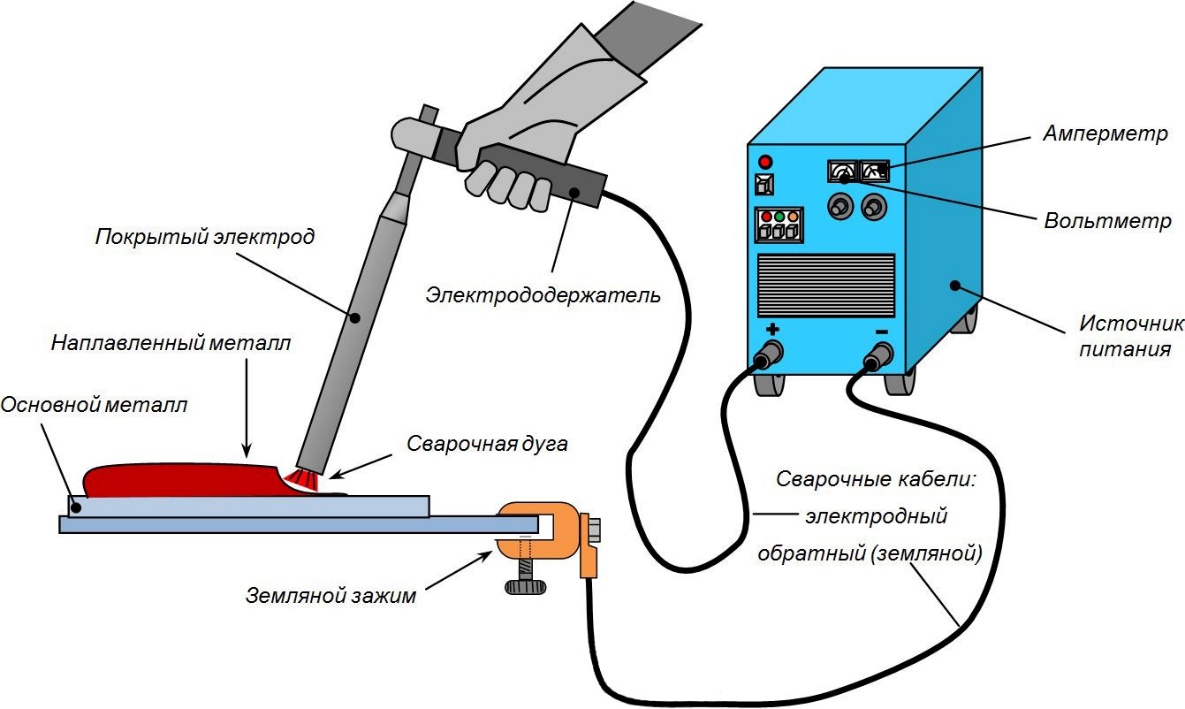
Наблюдатель обязан контролировать режим сварки на этом этапе, силу подачи тока и напряжения, скорость сварки и т.д.
Необходимо тщательно осматривать первый слой сварки, нанесенный дугой, так как от его качества зависит качество всего шва. Нередко, специалисты пользуются специальными увеличивающими приборами (например, лупа), чтобы осматривать первый слой на наличие дефектов. Если таковых не обнаруживается, то каждый последующий слой не требует такого досконального осмотра.
Перед и во время сварочной процедуры производится оценка исправности сварочной аппаратуры и оборудования.
ВИК сварных швов
Хотя ВИК сварки является достаточно простой процедурой, ее высокая эффективность в обнаружении дефектов впечатляет.
После сварки материалов или деталей, специалист можетобнаружить трещины, вкрапления, кратеры, наплывы, бугры и т.п. увидев их глазами, а также сравнив с эталонными образцами.
После визуального осмотра, при обнаружении дефектов, необходимо выделить эти места с помощью мела или другим способом, провести замеры дефекта, охарактеризовать повреждение и провести его анализ, если это возможно и занести результаты в журнал и протокол.
Преимущества «ВЗРК»в оказании услуги по визуальному контролю качества
- Налаженная система проведения визуально-измерительного контроля.
- Квалифицированные и сертифицированные на проведение такого рода обследования сотрудники.
- Возможность проведения в любой точке государства.
- Невысокая стоимость.
- Индивидуальный подход.
- Возможность проведения других методов обследования.
Стоимость визуально-измерительного контроля сварных соединений
Стоимость такой услуги для каждого заказчика формируется индивидуально, в зависимости от ряда факторов: расположения объекта для обследования, общее количество обследуемых соединений, необходимость применения конкретных инструментов и др.
Мы сделаем все, что необходимо для исследования и удовлетворения любой спецификации Ваших объектов.
Заказать услуги Производственного Объединения «ВЗРК»
Для заказа услуги ВИК контроля сварных соединений Вы можете связаться с нами по телефонам, указанным в шапке сайта или с помощью онлайн формы. Наши сотрудники более подробно расскажут о процессе обследования, дадут консультацию по интересующих Вас вопросам.
Наше предприятие досконально подходит к каждому заказчику и предоставляет качественную услугу.
Мы сделаем все, что необходимо для исследованич и удовлетворения любой спецификации ваших обьектов.
Наша опытная и надежная команда стремится предоставить качественную услугу вовремя и по конкурентоспособной цене.
Наши клиенты всегда могут расчитывать на предельное внимание к деталям и упреждающее решение проблем.